(Відносно короткий і швидкий) гід по стволам AR-15
Цей посібник охоплює всі важливі аспекти ствола AR-15: нарізка, кування, матеріал ствола, обробка та покриття, а також оптимальні довжини ствола і крок нарізів для найпопулярніших калібрів.
По матеріалам: https://www.80-lower.com/80-lower-blog/the-guide-to-ar15-barrels-and-twist-rates/
Типи стволів AR-15
На сучасному ринку стволів для AR-15 існує три основні методи виготовлення: холодне кування, нарізка різцем і нарізка кнопковим способом. Кожен із цих методів має свої переваги та недоліки. Ці методи застосовуються для обробки стволів із вуглецевої сталі (наприклад, 4150) та нержавіючої сталі (наприклад, 416R).
Холодноковані стволи (CHF)
Для виготовлення холоднокованих стволів використовують заготовку збільшеного розміру, через канал якої пропускають оправку з вольфрамового карбіду, що має форму нарізів. Оправка вноситься в заготовку, після чого великі молоти формують ствол у його кінцеву форму. Для цього процесу потрібна сила близько 50 тонн на кожен молот.
Попри назву, холодне кування проводиться не за низьких температур, а за кімнатної. Величезний тиск під час процесу нагріває сталь. Готовий ствол повинен пройти процедуру зняття напруження шляхом запікання в печі при температурі кількасот градусів протягом 1-2 годин.
Переваги
- Холодноковані стволи зазвичай мають найдовший термін служби.
- Створюється неймовірно міцний, термостійкий ствол.
- Забезпечується рівномірна зерниста структура, що слідує за нарізами.
- Дає стабільні й точні гребені та жолоби нарізів.
- Створюються дуже гладкі, рівномірні нарізи без дрібних дефектів.
- Холодне кування широко використовується військовими підрозділами; часто виробляється оборонними підрядниками.
Недоліки
- Стволи з високоякісними кнопковим чи нарізним способом виготовлення можуть бути потенційно більш точними.
- Високі накладні витрати на обладнання для кування призводять до підвищення роздрібних цін.
Нарізні стволи
Хоча це найстаріший метод обробки стволів, нарізка різцем використовується для більшості сучасних стволів. Холодне кування зробило масове виробництво загалом дешевшим, але обладнання та накладні витрати для кування є дорогими. Тому нарізка різцем досі залишається популярною серед багатьох виробників.
На відміну від холоднокованих стволів, нарізані стволи вже викувані перед додаванням нарізів. Після кування гладкі стволи кріпляться до токарного верстата для нарізки. Верстат проштовхує через канал ствола один різець, прикріплений до довгого стержня, вирізаючи кожен гребінь і жолоб. За один прохід різець знімає лише кілька тисячних дюйма сталі. Цей процес займає багато часу, але в порівнянні з холодним куванням і кнопковою нарізкою нарізка різцем забезпечує найбільшу точність.
Переваги
- Нарізка різцем забезпечує неймовірну точність стволів.
- Виробничий процес доведений до досконалості.
- Високоякісні стволи для змагань виготовляються саме цим методом.
- Забезпечується надзвичайно точний і послідовний профіль нарізів.
Недоліки
- Виробництво дорожче, ніж холодне кування.
- Процес виготовлення займає більше часу.
Стволи з кнопковою нарізкою
Кнопкова нарізка використовує загартовану оправку з карбіду вольфраму, яку називають "кнопкою". Вона кріпиться до довгого стержня і під великим тиском пропускається через канал ствола, формуючи нарізи всередині. Деякі виробники протягують кнопку через ствол, а інші використовують великий пневматичний стержень, щоб проштовхнути її. Завдяки прогресу в методах нарізки різцем і холодного кування стволи з кнопковою нарізкою здебільшого втратили популярність, особливо на ринку AR-15. Практично всі тактичні стволи для гвинтівок виготовляються методом холодного кування або нарізкою різцем.
Переваги
- Відносно швидкий і економічний процес.
- Підходить для масового виробництва.
- Забезпечує відносно стабільну якість нарізів.
Недоліки
- Стволи з кнопковою нарізкою потребують обробки для зняття напруження.
- Інструменти для кнопкової нарізки дорогі у виготовленні та обслуговуванні.
Холодне кування, кнопкова нарізка чи нарізка різцем: який варіант кращий?
Перш за все, забудьте про 20-сторінкові суперечки на форумах про AR-15.
Ствол із холодного кування (CHF) або з нарізкою різцем буде однаково добре виконувати свої функції.
Обидва варіанти забезпечують точність і характеристики, які перевищують можливості середнього стрільця. Якщо ви хочете ствол із найдовшим терміном служби, стійкістю до високих температур і можете дозволити собі вищу ціну, обирайте ствол холодного кування (CHF).
Якщо ваша мета — максимальна точність, обирайте ствол із нарізкою різцем. Навіть нарізані різцем стволи, належним чином оброблені за допомогою нітридного покриття або хромування, витримують величезні температури та швидку стрільбу.
Типи сталей для стволів AR-15
Для виготовлення стволів AR-15 використовують сім типів сталі, які поділяються на категорії вуглецевої та нержавіючої сталі:
Вуглецева сталь
- 4140,
- 4150,
- Chrome-Moly-Vanadium (CMV), також відома як 41V50.
Нержавіюча сталь
- 410,
- 416,
- 416R,
- 17-4 PH.
Вуглецева сталь для стволів
4140 вуглецева сталь
4140 — це сталь із серії 4000, яка містить від 0.80% до 1.10% хрому і від 0.15% до 0.25% молібдену. Ці два елементи роблять сталь значно міцнішою та твердішою, ніж звичайна вуглецева сталь. Число "41" у позначенні вказує на присутність хрому і молібдену, а "40" — на 0.40% вуглецю, що додається до сталі для підвищення твердості. Ця сталь має розривну міцність 655 мегапаскалів (95,000 PSI). Для порівняння, набої 5.56 тестуються при 125% максимально допустимого тиску, або 77,958 PSI. Цей тип сталі є найдоступнішим за ціною, але найменш бажаним.
4150 вуглецева сталь
4150 також належить до серії 4000 і містить хром та молібден, як і 4140. Однак число "50" означає, що вона містить 0.50% вуглецю, що на 0.10% більше, ніж у 4140. Вищий вміст вуглецю вимагає додаткової обробки для зняття напруження. Це робить 4150 дорожчою і твердішою, ніж 4140. Такі стволи мають вищу розривну міцність 730 мегапаскалів (105,880 PSI).
Chrome-Moly Vanadium (CMV)
Chrome-Moly Vanadium, або просто "CMV", — це офіційна військова специфікація сталі, розроблена компанією Colt Firearms для армійських M16 і M4. Ця сталь містить ті ж елементи, що й 4150, але додатково має ванадій. Ванадій суттєво підвищує міцність, твердість і стабільність сталі при високих температурах. Це робить CMV найкращим матеріалом для виготовлення стволів кулеметів, які використовуються в режимі автоматичного або швидкого вогню.
"4150 CMV" сталь
Позначення "4150 CMV" часто використовується для реклами як стволів із CMV, так і стволів, виготовлених із 4150 зі вмістом ванадію. Різниця між сталлю CMV та 4150 із доданим ванадієм є незначною і не впливає на продуктивність або якість.
Що таке MIL B-11595?
Деякі стволи маркуються як "MIL B-11595". Це не тип сталі, а стандарт, що вказує на відповідність ствола специфікації CMV. MIL B-11595 — це військовий документ, який визначає склад елементів у стволах, що відповідають військовим стандартам.
Згідно зі специфікацією, можна порівняти сталь 4150 із доданим ванадієм і сплав CMV. Обидва типи сталі мають подібний вміст вуглецю, марганцю, фосфору, сірки, кремнію та хрому. CMV може містити на 0.05% більше молібдену, але ця різниця є незначною.
Нержавіючі стволи
410 Stainless
410 нержавіюча сталь — це надзвичайно твердий сплав, який забезпечує гострі нарізи та високу точність. Цей сплав є більш довговічним, ніж 416 і 416R, і пропонує найдовший термін служби нарізів серед трьох. Однак у надзвичайно холодних умовах існує ризик утворення крихких включень або мікроскопічних тріщин. Стрільба зі ствола зі сталі 410 за температур нижче нуля збільшує ризик розтріскування.
416 Stainless
416 нержавіюча сталь має найвищу "оброблюваність" серед усіх нержавіючих сталей. Цей тип сталі легко піддається механічній обробці, як вуглецева сталь, дозволяючи створювати чіткі нарізи та забезпечувати стабільну точність. На жаль, така легкість обробки зумовлена вищим вмістом сірки в порівнянні з 410. Вищий вміст сірки знижує стійкість до корозії.
Ми рекомендуємо уникати використання стволів із звичайної 416 сталі.
416R Stainless
416R — це новий сплав, створений компанією Crucible Industries. Цей сплав забезпечує високу оброблюваність і точність, як і звичайна 416 сталь. Крім того, він містить молібден, який підвищує твердість і стійкість до корозії. Знижений вміст сірки робить його менш крихким. Crucible Industries заявляє, що будь-який ствол, виготовлений із 416R, може безпечно використовуватися при температурах до -40°C.
Стволи з 416R добре переносять високі температури та загартовані до рівня твердості 28 RC.
17-4 PH Stainless
Стрільці високоточки дуже цінують переваги 17-4 PH сталі порівняно з 416R і 410. "PH" у назві означає "precipitation hardening" (зміцнення осадженням). Процес включає нагрівання ствола, а потім додавання твердих домішок, таких як магній, алюміній, титан і нікель, до структури сталі. Це зменшує деформацію, викривлення та створює точно оброблений, загартований ствол.
17-4 PH містить 17% хрому, що підвищує твердість і стійкість до високих температур. Цей сплав також створює рівномірну гладку поверхню всередині каналу ствола. Завдяки домішкам цей ствол витримує надзвичайно високі температури без деформації. Стволи з 17-4 PH менше схильні до температурних змін, зберігаючи точність при нагріванні та охолодженні. Вони мають твердість від 36 до 44 RC.
Стволи з 17-4 PH перевершують усі інші типи нержавіючих і вуглецевих стволів. Вони забезпечують точність sub-MOA на сотнях метрів. Такі стволи зазвичай коштують у 3-5 разів дорожче, ніж стволи з 416R або CMV.
Обробка та покриття стволів
Метод виробництва та тип сталі, використаний для виготовлення ствола AR-15, — це лише частина загальної формули. Вибір правильного покриття або обробки є не менш важливим, адже неправильний вибір може призвести до короткого терміну служби ствола та низької точності.
Хромоване покриття (внутрішнє)
Цей старий процес передбачає покриття внутрішньої частини ствола та патронника шаром хрому. Хромування додає до фізичних внутрішніх розмірів ствола, тому канал має бути трохи збільшеним. Хромоване покриття створює сріблясту поверхню товщиною кілька тисячних дюйма. Воно ізолює нарізи та ствол, ефективно знижуючи вплив високих температур і навантаження під час швидкої стрільби.
Хромований ствол легше чистити, і він служить довше, ніж ствол без покриття, зазвичай на кілька тисяч пострілів. При якісному хромуванні втрата точності зазвичай не перевищує 0.25 MOA (близько 0.25 дюйма на 100 метрів).
Фосфатування/Паркерування (Parkerizing) (зовнішнє)
Хромування захищає лише внутрішню частину ствола, тому більшість хромованих стволів також обробляються зовнішнім фосфатним покриттям на основі марганцю, яке часто називають паркеруванням (на честь компанії Parker Rust-Proof Phosphating Company).
Поєднання хромування та фосфатування — найпоширеніший вид обробки, який застосовується до стволів, що відповідають військовим стандартам, та більшості сучасних армійських гвинтівок. Фосфатне покриття надзвичайно стійке до тепла та впливу навколишнього середовища, але воно має пористу структуру. Тому для запобігання корозії його потрібно періодично змащувати маслом.
Нітридне покриття/Мелоніт (внутрішнє та зовнішнє)
Стрільці, які прагнуть найновітніших технологій, можуть обрати стволи з нітридним покриттям. Його також називають мелонітовим (це торгова марка компанії, яка виконує такий тип обробки). Нітридне покриття ефективно обробляє як зовнішню, так і внутрішню поверхню ствола.
На відміну від хромування та фосфатування, нітрид не створює зовнішнього шару. Натомість він проникає в структуру сталі, приєднуючи атоми азоту до атомів у сталі.
Цей процес не додає жодного фізичного матеріалу до нарізів, тому ствол не потрібно спеціально виготовляти для такої обробки. Нітрид наноситься шляхом загартовування, полірування, а потім повторного загартовування у рідкій соляній ванні. Атоми азоту проникають у сталь на кілька тисячних дюйма. Нітридна обробка технічно є більш ефективною, ніж хромування.
Фактично, стволи з нітридним покриттям краще витримують вплив води, тепла, солі та корозійних елементів, ніж будь-яке інше покриття. Нітрид також не є пористим і не потребує змащення або додаткового покриття для захисту від корозії. Поверхня нітридованого ствола має твердість близько 60 HRC, що відповідає твердості загартованої інструментальної сталі.
Крок нарізів у стволах AR-15
Крок нарізів описує, як часто нарізи у стволі роблять повний оберт на 360 градусів. Цей параметр суттєво впливає на точність, а також визначає, які боєприпаси можна використовувати.
Як вимірюється крок нарізів
Крок нарізів вимірюється в дюймах на один повний оберт і записується у вигляді співвідношення, наприклад, "1:7" або "1:8". Це означає, скільки дюймів нарізи проходять по стволу, перш ніж завершать один повний оберт. Наприклад, "1:7" означає, що нарізи обертаються один раз кожні сім дюймів. Чим менше друге число, тим частіше нарізи роблять оберти.
Зв'язок між кроком нарізів та вагою кулі
Крок нарізів визначає, які кулі — важкі чи легкі — можна використовувати. Боєприпаси класифікуються за вагою в гранах, наприклад, "55-гранові" або "55 gr". Чим важча куля, тим вищий показник її ваги у гранах. Важчі кулі потребують меншого кроку нарізів, або більшого обертання, щоб стабілізувати кулю до її виходу зі ствола. Легші кулі, навпаки, потребують більшого кроку нарізів або меншого обертання.
Зв'язок між кроком нарізів та довжиною ствола
Крок нарізів не залежить від довжини ствола. Довжина ствола не визначає, який крок нарізів є найкращим для певного патрона. Якщо для патрона найкраще підходить нарізка 1:7 або 1:10, це правило залишатиметься вірним незалежно від того, чи патрон стрілятиме зі ствола довжиною 7.5", 16" чи 24". Довжина ствола впливає лише на швидкість кулі, але не на її обертання.
Крок нарізів проти точності
Крок нарізів має велике значення для точності. Щоб досягти гарної точності з кулями різної ваги, доведеться шукати компроміс. Крок нарізів, оптимальний для легкої кулі, може не забезпечити стабілізацію важчого боєприпасу. А оптимальний крок для важчої кулі може надмірно стабілізувати легшу кулю, що теж призведе до зниження точності.
Як визначити найкращий крок нарізів?
Гіроскопічна стабільність
Фактор гіроскопічної стабільності (GSF) допомагає визначити, який крок нарізів є найкращим для кулі певної ваги. GSF показує, чи крок нарізів є занадто швидким чи занадто повільним для конкретного боєприпасу.
- GSF нижче 1 — нестабільний, куля може перекидатись.
- GSF у межах 1.1–1.3 — незначна стабільність.
- GSF від 1.4 до 2.0 — оптимальний для гарної точності.
- GSF понад 1.5 — найкращий для стрільби на далекі дистанції.
- GSF у межах 2.1–3.5 може спричинити дрейф кулі на великих відстанях.
- GSF понад 3.6 може викликати дрейф кулі на коротких відстанях.
- GSF вище 6.0 може призвести до перекидання кулі.
Згідно з наведеним вище графіком, ми бачимо оптимальні кроки нарізів для куль різної ваги 5.56 та .223:
- 45 гр: 1:12
- 55 гр: 1:9
- 62 гр: 1:8
- 77 гр: 1:8
- 80 гр: 1:7
- 90 гр: 1:7
Тепер давайте розглянемо найкращі кроки нарізів та довжини стволів для найпопулярніших патронів AR.
Патрони AR: Найкращі кроки нарізів і довжини стволів
5.56 NATO / .223 Remington
Ми вже розглядали крок нарізів для цих патронів вище, тому зосередимося на довжині ствола.
Найкраща довжина ствола
Ствол довжиною 16" є найкращим для 5.56 та .223. Він забезпечує найефективнішу швидкість при найкоротшій довжині. Додавання додаткової довжини після 16" дає незначне збільшення швидкості, але додає значну вагу. Тому військові США вибрали ствол довжиною 14,5" при переході від M16 з його 20-дюймовим стволом.
300 AAC Blackout (надзвукові та дозвукові патрони)
300 BLK більше за все залежить від довжини ствола та кроку нарізів, порівняно з іншими патронами AR-15. Це тому, що він фактично містить два патрони в одному гільзі: легкі надзвукові патрони і важкі дозвукові патрони.
Найкраща довжина ствола
І надзвукові, і дозвукові патрони добре працюють з стволом довжиною від 9" до 11 дюймів. Це найкоротша довжина, яку можна використовувати, досягаючи майже максимальної швидкості. Будь-яка довжина понад 11 дюймів лише незначно покращить швидкість.
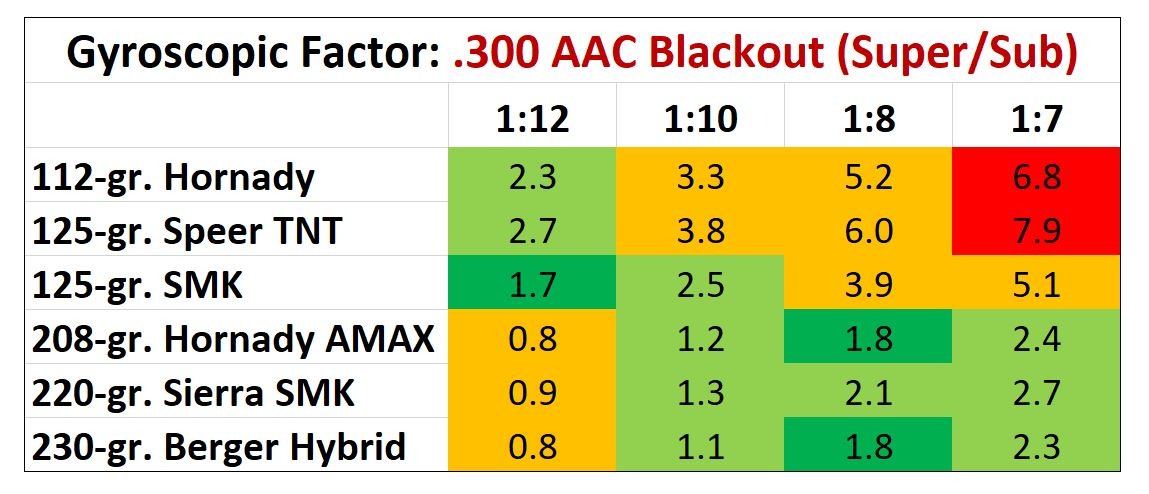
Ми бачимо проблему вибору хорошого кроку нарізів для 300 BLK: надзвукові патрони вимагають повільного кроку нарізів, який не може стабілізувати дозвукові патрони. Дозвукові патрони потребують швидших кроків нарізів, які можуть перестабілізувати надзвукові патрони.
Крок нарізів 1:8 є найкращим, якщо ви хочете стріляти важчими (150-грейнові) надзвуковими та дозвуковими патронами з хорошою стабільністю. Крок 1:8 також найкраще підходить для зброї, яка призначена тільки для дозвукових патронів.
7.62x51 NATO / .308 Winchester
Будемо вважати .308 Winchester та 7.62 NATO однаковими патронами з точки зору довжини ствола та кроку нарізів. Вони використовують однакову вагу кулі та порох.
Найкраща довжина ствола
7.62 NATO та .308 Win досягають максимальної ефективної швидкості з 20-дюймовим стволом. Збільшення довжини ствола до 24 дюймів дає менше ніж 3% додаткової швидкості.
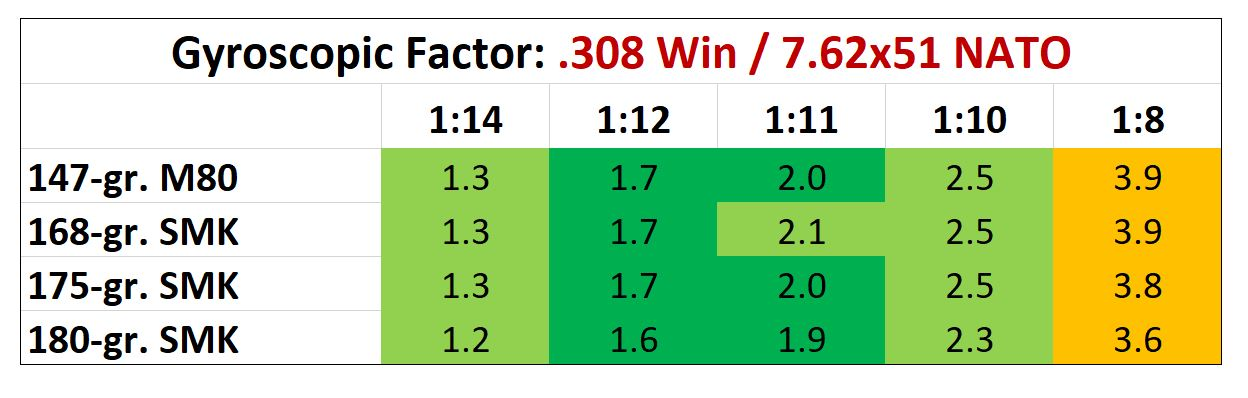
Гіроскопічні фактори показують, що один крок нарізів підходить для всіх набоїв, а саме 1:12. Це забезпечує найкращу стабільність для легких набоїв 147 гран і важких набоїв 180 гран і більше.
Підсумки
Підсумок важливих моментів:
- Стволи AR-15 виготовляються за технологіями холодного кування, кнопкового нарізання та нарізка різцем.
- Більшість стволів з вуглецевої сталі виготовляються з 4150 або CMV. Більшість нержавіючих стволів виготовляються з 416R.
- Якщо ви хочете ствол стандарту MIL-SPEC, шукайте маркування "4150 CMV", "4150 V", "41V50" або "MIL B-11595".
- Покриття нітридом забезпечує найкращий захист ствола, а хромоване покриття та фосфатування добре працюють при стрільбі автоматичним вогнем.
Ось підсумок найкращих довжин стволів та кроків нарізів для кожного калібру:
- 5.56/.223: ствол 16", крок нарізів 1:8
- 7.62/.308: ствол 20", крок нарізів 1:12
- 6.5 Creedmoor: ствол 24", крок нарізів 1:8
- 6.5 Grendel: ствол 16" або 20", крок нарізів 1:8
- 300 BLK: ствол 9" до 11", крок нарізів 1:8 або 1:7
- 9mm Para: ствол 5" до 9", крок нарізів 1:10