AR-15: Покриття та обробка
Чорні гвинтівки справді заслуговують на свою назву: майже всі вони, ну, чорні. Хоча всі вони виглядають однаково, для AR-15 та інших гвинтівок існує безліч варіантів покриття. Які з них можна нанести вдома і як вони порівнюються між собою? Дізнайтеся, як наноситься кожне покриття, а також про його якості та ефективність тут.
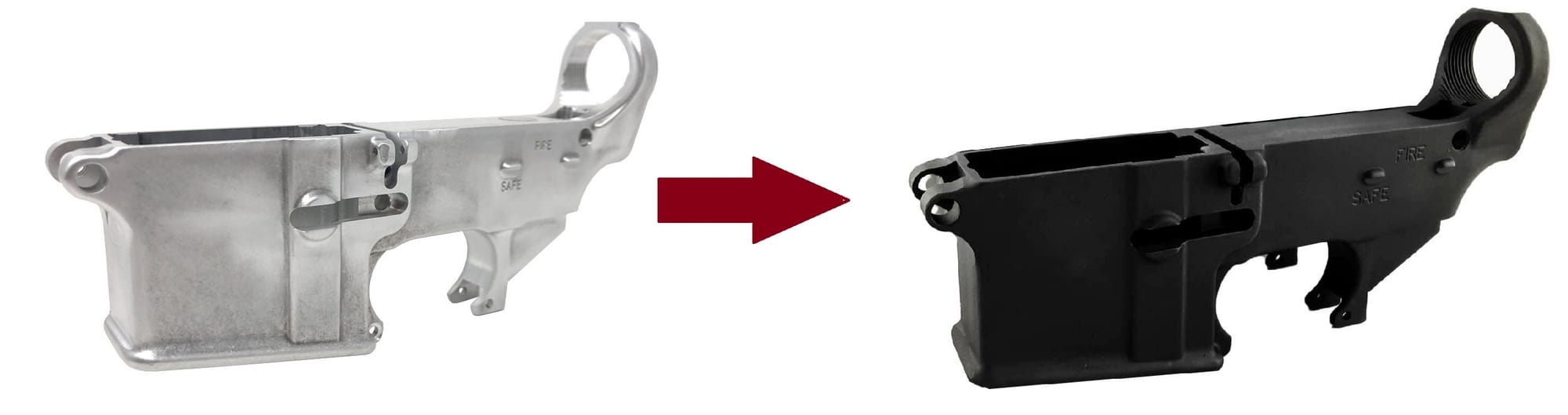
Анодування
Анодування — найпопулярніше покриття, яке можна знайти на будь-якій AR-15 або тактичній гвинтівці. Хоча більшість анодованих покриттів на зброї виглядають однаково — матовий чорний — сам процес анодування може створювати різноманітні кольори та градієнти. Жорстке анодування — це ніщо інше, як покриття з оксиду алюмінію. По суті, це міцна алюмінієва іржа.
Покриття Type III, або жорстке анодування, є військовим стандартом (mil-spec). Воно використовується на військових гвинтівках та практично на всіх комерційних AR-15, цівках, ресіверах та інших алюмінієвих компонентах гвинтівок. Ці покриття можуть бути глянцевими або матовими чорними з плоскою та шорсткою текстурою. У матовому варіанті вони найбільше схожі на фарбоване покриття, як-от Duracoat або Cerakote (про них згодом).
Характеристики покриття
- Електрохімічне перетворювальне покриття.
- Створює кольорове або матово-чорне покриття.
- Тип III/жорстке анодування твердіше за інструментальну сталь.
- Може бути відновлене за допомогою підфарбування.
- Не потребує герметизації або прозорого покриття.
- Стандартне покриття ресівера AR-15 за специфікацією mil-spec.
- Дуже висока термостійкість.
- Надзвичайно висока зносостійкість.
Типи I, II та III/Жорстке покриття (MIL-A 8625)
- Тип I анодування — найменш міцне і використовується для невеликих компонентів. Рідко застосовується на деталях, які зазнають великого зносу, таких як ресивери. Це покриття має товщину приблизно 0,0025 мм і використовує хромову кислоту замість сірчаної.
- Тип II анодування використовує сірчану кислоту та може бути виконане в домашніх умовах за наявності відповідних заходів безпеки. Покриття Типу II зазвичай має товщину від 0,005 до 0,015 мм.
- Тип III анодування — це найбільш міцне покриття. У цьому процесі використовують сірчану кислоту з охолодженням, більший електричний струм, точніші вимірювання, деоксидуючі агенти та інші добавки. Покриття Типу III, або жорсткі покриття (Hardcoats), мають товщину від 0,0127 до 0,076 мм.
Duracoat

Для алюмінієвих, титанових, полімерних та сталевих деталей.
Duracoat — це фарбоване покриття, винайдене компанією Lauer Custom Weaponry у Вісконсині. Якщо ви хочете додати індивідуальне покриття на свою гвинтівку, це, ймовірно, найкращий варіант. Це найпростіше в нанесенні повне покриття для зброї. Ця двокомпонентна фарба створює надзвичайно міцний зв'язок із будь-якими поверхнями з дерева, полімеру або металу, тому не потрібно розбирати зброю для фарбування. Після висихання Duracoat має подібний блиск і відчуття, як у жорсткого анодованого покриття, хоча воно гладше і менш пористе.
Приклад гвинтівки Duracoat
На гвинтівці, зображеній вище, було використано суміш Desert Tan і Coyote Brown з балончиків Duracoat. Для створення легкого камуфляжного малюнка використовували сітчасту тканину, а потім обробили поверхню наждаком для ефекту зношеності. Покриття виявилося надзвичайно міцним; для його обробки знадобився металевий напилок. Основна підготовка включала легке шліфування ресиверів і ствола сталевою вовною, обробку спиртом і знежирення за допомогою теплового пістолета. Duracoat на стволі витримав приблизно 800 пострілів, включаючи швидкі черги, без жодних ознак зносу.
Характеристики покриття
- Двокомпонентне фарбоване покриття.
- Можна створити будь-який колір або візерунок.
- Може бути відновлене або підфарбоване.
- Не потребує прозорого шару.
- Дуже висока термостійкість.
- Надзвичайна стійкість до зносу.
Cerakote

Для деталей з алюмінію, титану, полімеру та сталі.
Cerakote — це комерційний конкурент Duracoat. Воно створює більш рівномірне покриття товщиною 0,025 мм, але має набагато вищу вартість для самостійного нанесення. Cerakote також є двокомпонентною фарбою, яка поєднує пігментацію з розріджувачем і затверджувачем. Хімічний склад Cerakote складніший, ніж у Duracoat, а процес нанесення набагато суворіший. Компанія Cerakote стверджує, що їхня фарба вважається професійним покриттям, а не для самостійного використання. Тим не менш, багато ентузіастів використовують Cerakote вдома, якщо можуть дозволити собі обладнання. Cerakote вимагає піскоструминної обробки перед нанесенням.
Характеристики покриття
- Двокомпонентне фарбове покриття.
- Вимагає піскоструминної обробки.
- Може створювати будь-який колір або візерунок.
- Можна підфарбувати або відновити.
- Не потребує захисного шару.
- Надзвичайно висока термостійкість.
- Надзвичайно висока зносостійкість.
Фосфатування

Для деталей з вуглецевої сталі.
Parkerizing (фосфатування) — це давній процес, схожий на анодування, але без використання електричного струму, який став популярним під час Другої світової війни. Він був прославлений Springfield Armory, тому якщо ви бачили військовий пістолет M1911, ви бачили покриття Parkerized. Parkerizing — це інша назва хімічного процесу покриття, який називається фосфатне перетворювальне покриття або просто «фосфатування». Фосфатування змінює один елемент на інший, зв'язуючи новий матеріал із поверхнею, створюючи захисне покриття. На відміну від анодування, яке виробляє оксид алюмінію за допомогою електролізу, фосфатування перетворює елементи цинку або марганцю у тверде матове чорне покриття за допомогою фосфорної кислоти. Вибір елемента визначає кінцевий колір. Цинкові покриття світло- або середньосірі, а покриття з марганцю — темно-сірі або чорні. Марганцеве фосфатування зустрічається на більшості стволів AR-15 з вуглецевої сталі.
Характеристики покриття
- Хімічне перетворювальне покриття, що застосовується при нагріванні.
- Створює гладку, пористу, матову поверхню.
- Темно-сіре або чорне покриття залежно від елемента.
- Добре утримує масло та змазки протягом тривалого часу.
- За зовнішнім виглядом і на дотик нагадує тверде анодування.
- Надзвичайно висока термостійкість.
- Надзвичайно висока зносостійкість.
- Використовується на більшості гвинтівок AR-15 та їхніх комплектуючих.
Мелоніт (нітридування)
Для деталей з вуглецевої сталі.
Нітрування (азотування) — вид хіміко-термічної обробки, котрий полягає у насиченні азотом поверхневого шару металевих виробів для підвищення твердості, стійкості проти спрацювання, витривалості та корозійної стійкості в різних агресивних середовищах.
QPQ Nitriding (або Melonite) — це процес, що означає «гартування-полірування-гартування», і він найбільше схожий на фосфатування марганцем, але поступово замінює його для покриття стволів. Це одне з небагатьох способів обробки, яке застосовується як до зовнішньої поверхні ствола, так і до його нарізів, замінюючи хромування.
Нітридування стало одним із найпопулярніших методів обробки вуглецевої сталі в частинах AR, оскільки воно замінює два покриття одним. За способом нанесення нітридування нагадує фосфатування і гаряче воронування. Для обробки використовується кипляча хімічна ванна, що осаджує захисний шар на поверхню сталі. Цей процес називається нітроцементація, а отримана обробка називається залізним нітридом. Melonite — це ще один термін для цього процесу нітридування.
Характеристики обробки
- Хімічне перетворювальна обробка, що застосовується при нагріванні.
- Створює дуже рівномірне, гладке сатиново-чорну обробку.
- Єдиний метод обробки внутрішньої та зовнішньої поверхні ствола.
- Замінює хромування та фосфатування марганцем.
- Покращує термостійкість.
- Захищає ствол і його компоненти від забруднень вуглецем.
- Гарна термостійкість.
- Надзвичайно висока зносостійкість.
- Використовується на більшості гвинтівок та комплектів для збірки.
Вороніння

Для деталей з вуглецевої сталі.
Bluing (вороніння) — це найстаріший хімічний процес обробки поверхні вогнепальної зброї. Хоча рідко зустрічається на AR-15 (тому на фото класичний Вальтер), його варто згадати через класичний вигляд та простоту нанесення на необроблену сталь з мінімальною підготовкою. Подібно до анодування, воронування використовує хімічну ванну для перетворення елементів у металі на синьо-чорний оксид заліза, який називається магнетит. Як і фосфатування, рекомендується використання тепла для досягнення глибшого покриття, хоча воно не є обов'язковим. "Холодне" воронування можна виконати при кімнатній температурі.
Характеристики покриття
- Проста хімічна обробка.
- Найпростіше у нанесенні покриття для зброї.
- Можна наносити при кімнатній температурі.
- Не потребує часу на висихання або захисного шару.
- Створює глянцеве синьо-чорне покриття.
- Помірна термостійкість.
- Середня зносостійкість і продуктивність.
- Легко відновлюється і підфарбовується.
Опубліковано на 80-Lower.com 20 листопада 2020 року